专注于钣金非标产品的设计与加工
竭诚与各界携手、共赢发展
全国免费咨询热线
15910808842
专注于钣金非标产品的设计与加工
竭诚与各界携手、共赢发展
全国免费咨询热线
15910808842

联系人:尚先生
电 话:15910808842
邮 箱:15910808842@163.com
网 址:www.bjtc1688.com
销 售 中 心:北京市昌平区回龙观镇金燕龙大厦1801

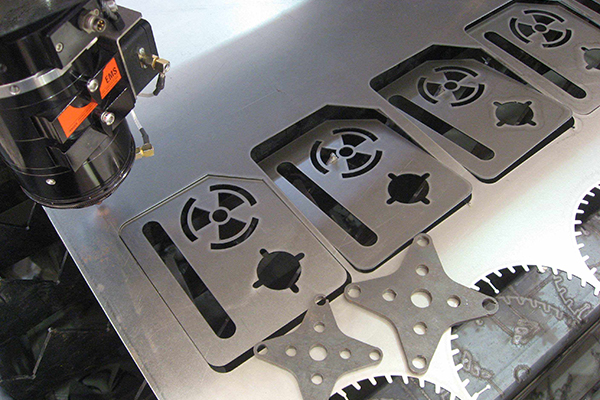
管材激光加工:相比传统的加工方法,这种方法减少了工时和加工费用;它可以加工成自由设计,包括复杂的形状。 光纤激光加工:配备一个5千瓦的激光振荡器,该机可加工各种有色金属,如不锈钢、铝、铜和黄铜,这已经很难用传统的CO2激光加工;结合线性驱动器,它可以在高速机薄板。 焊接:采用TIG焊、MAG焊焊接方法,激光和电弧焊接,可焊接的三维物体,从薄到厚(框架外壳、底座、方管和圆管)。 光纤激光焊接:通过光纤激光焊接,用比其他焊接方法焊接质量不高的变形是可能的;请依靠焊接难以焊接的材料,因为一个机器上安装有一个1.5米的移动车系统,可以应对各种焊接需要从小型到大型物体,从多品种、小批量生产大批量生产。 服务到位钣金设计制造整理/装配:这个过程由工作由整理/画部和装配部;整理/绘画部分进行加工和服务到位钣金设计制造制作喷漆;组装部组装机器、装置或设备,并进行安装、测试和维护;它还可以进行布线工作,管道和管道建设。
随着国内泰安钣金设计制造制作的日益增多,钣金加工行业竞争达到了一个程度;于是,提升钣金加工质量,成为了广大钣金加工企业赖以生存和发展壮大的必然选择!钣金加工是一项条理性、流程性非常显著的加工技术;要想做好钣金加工,严格遵守科学有效的钣金加工工艺流程是必不可少的选择;科学有效的钣金设计制造制作为:明确生产纲要,以及确定好生产类型----对零件图和产品装配图进行剖析,还要对零件进行技能剖析----挑选好毛坯,拟定好技能道路----对各工序的加工余量进行断定,并计算出工序尺度和公役----个工序所要用到设备、刀具、夹具、量具,以及一些辅助工具等,要断定好----断定好切削用量与工时定额,还有即是各主要工序的技能要求和查验办法----填写技能文件,并做好相应的记载。

在钣金零件加工的生产过程中,加工工艺是指导钣金设计制造制作的重要步骤。加工工艺是钣金零件的加工的指导,是零件制造流程的标准。因此,合理,规范的加工工艺,是提高钣金加工质量的重要保证。实践证明钣金设计制造制作主要分为:下料,拉伸,折弯,表面处理等方式。1、橡皮液压成形:向装于容框中的橡皮胎内充高压液体,使之膨胀,从而推动毛料按照模胎的形状形成零件。这样形成的零件准确度高,表面无压痕。橡皮胎是一种通用的柔性凹模,所以在工作台上可以安放多个不同形状的模胎。这种方法成本更低,生产效率高,一次循环之后就能够同时产出多个零件。2、拉弯成形:先将型材毛料沿长度方向拉伸至屈服极限,然后保持拉力并使毛料按拉弯模的型面弯曲成形。预先的拉伸可以有效地改变弯曲时毛料内部的应力分布,从而提高零件的成形准确度。3、喷丸成形:利用压缩空气(或高速叶轮)使直径为0.3~2.5毫米的许多钢丸从喷嘴喷出。高速弹流打击毛料的一侧表面,使表面层金属因受挤而面积加大,产生压应力,使毛料向未受弹丸打击的一面弯曲,成为曲面形状。

1、铝板的硬度钣金设计制造制作对铝板弯折开裂有着直接的影响,硬度太高是容易开裂的。那么在进行铝板加工时,就要选择一批好的铝材了,在根据产品的商标和产品的状况来检查铝材的质量,常用的铝材有1系列、3系列等,硬度高的有6系列和7系列,在进行加工前需要做退火处理,使铝板呈O态才能进行弯折。2、铝板的厚度铝板的厚度太厚就不容易弯折,所以选择薄一点铝板进行加工。3、R角弯折的角度R角在弯折时,角度越大,越容易弯折,所以应该尽量将折弯R角太大。4、服务到位钣金设计制造的纹理在进行弯折时,应根据铝板的纹理进行弯折,不能平行弯折,选择笔直方向弯折。5、铝板拉形好的加工工序应该是先折弯,再进行拉形,这样可以减小开裂的概率。