专注于钣金非标产品的设计与加工
竭诚与各界携手、共赢发展
全国免费咨询热线
15910808842
专注于钣金非标产品的设计与加工
竭诚与各界携手、共赢发展
全国免费咨询热线
15910808842

联系人:尚先生
电 话:15910808842
邮 箱:15910808842@163.com
网 址:www.bjtc1688.com
销 售 中 心:北京市昌平区回龙观镇金燕龙大厦1801
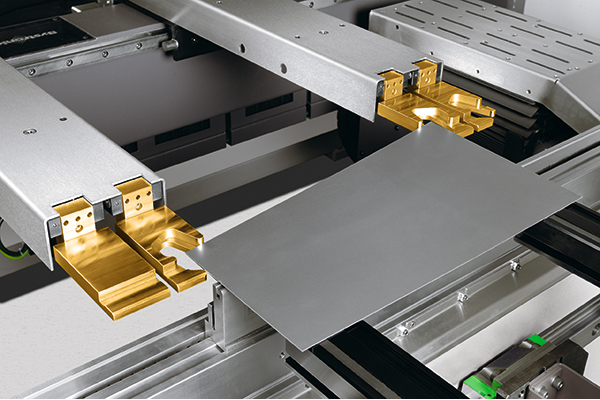
虽然精密钣金加工职业开展迅猛,沧州耐用钣金设计制作,简单来讲,它就是一种加工技术,就是利用了材料的可塑性,将其加工成各种零件的这一过程,所以,这就有了钣金加工制造技术这一名词。 经过几年的快速发展,深圳精密钣金加工行业已经在机床加工制造和模具加工制造上面去的了多项的技术突破和进步,如今的精密钣金加工机床冲压、切割等操作工序的速度远远超出了人们的预期,很多钣金加工厂的生产效率和前几年相比都提高了好几倍,目前这种趋势还在延续,并且在2016年达到顶峰。但整个钣金设计制作也存在一些问题:1、技能缺少:精密钣金加工训练组织依然处于简略的机器操作训练期间,还没有构成很专业的可持续开展的职业标准。形成设备利用率不高,产品质量得不到保证。技能工人缺少,已成为制约工业晋级的要素。2、信息闭塞:现今,信息更新速度之快令人应接不暇,但是个人所接触到的企业的主管几乎很少花时间来查阅相关信息,更不用说有专门搞情报和信息收集的专门部门了。如此跟不上信息的潮流,也是大的影响了企业的发展能力。3、人才流失:一般来说,精密钣金加工职业从起步到现在的近20年里,一向遵循师传徒学,边做边学的方法。学徒学习的周期长,不体系,绝大部分学徒会在学艺的半途换岗另谋高就。再加上“教会徒弟,饿死师傅”的影响,因为徒弟都属于新人,新人和老人都会隔个时代的。所以,新人学会以后就很有创新力,结果,就会导致师傅没饭吃了。如此传承下来的专业技能常识是远远达不到企业开展所需要的。4、设备陈旧:剪切---冲---折弯---焊接流程或许火焰等离子切开---折弯---焊接技能。就设备情况而言,目前国内很大一部分的精密钣金加工企业基本上还停留在小作坊的生产模式,一般只有一两台冲床加一台折弯机,条件好一点的可能会增添一台激光切割机。目前个人所见的大部分冲床基本上都还是比较低端的冲床,没有设置自动落料口,吹气装置等,甚至有些机器的编程软件仍然停留在DOS时代,这些大地影响了企业的竞争力。

多种弯曲工艺已在国内橱柜制造行业中变得越来越流行。优点是省去了传统的加强筋。它具有特别的设计和工艺。从而达到较高的产品质量和较低的制造成本的目的。在实际过程中,需要点焊。钣金设计制作被用于生产技术的各个领域,这是非常重要的生产过程。钣金加工技术具有数百个生产流程,而钣金加工技术具有“综合”技术流程。钣金加工技术的“综合性”是各种技术的综合性,使用户可以使用钣金加工技术进行更大的创新。钣金加工技术不断创新和升级。冷加工通常是指金属切削,即使用切削工具从金属材料(坯料)或工件上去除多余的金属层,从而使工件具有形状,尺寸精度和表面粗糙度。诸如车削,钻孔,铣削,刨削,磨削,拉削等。在金属技术中,对应于热处理,沧州耐用钣金设计是指在低于重结晶温度的条件下使金属塑性变形的加工技术,例如冷轧,冷拔,冷锻,冲压,冷挤压等。冷加工变形阻力大。在形成金属时,可以使用加工硬化来提高工件的硬度和强度,但会降低可塑性。冷加工适用于加工横截面尺寸小,加工尺寸和表面粗糙度要求高的金属零件。

沧州耐用钣金设计机箱机柜是一个大的行业,里面的分类有很多种,我们又根据它的用途把它分为几大类,现在我们来看一下非标机柜主要应用于哪些领域吧。耐用钣金设计也是用来盛放物品的,比如电子称的冷却带恒温器的电气机箱冷却装置套件;数控加工电子控制装置的冷却;继电器控制面板、敏感液晶显示屏的冷却、恒温;激光器壳体的降温,光电传感器的降温,光电镜头的降温、清洁;CCTV镜头的降温及灰尘、水汽的吹除;大功率电源中整流、变流元件的散热降温,高频电源系统的降温;发动机控制、电气系统微机保护的冷却;可编程控制器、工业控制微机系统的冷却及环境屏蔽;电气机箱的降温、恒温及污染、防暴等危险环境中的环境屏蔽、隔离。

1、物理机械性能:主要是外表材料的金相安排改变及外表残余应力这两个方面,通常来讲,工件材料的塑性越强,那么冷硬景象就越显着。2、机器设备的使用性能首要是机器设备的耐磨性、耐腐蚀性以及疲劳强度等,耐用钣金设计其耐磨性、耐腐蚀性越好,则能够防止发生变形、腐蚀等景象,进而防止出现严峻的磨损。对于上述这些因素,咱们能够采纳的解决办法有:1、切削液要合理进行挑选,这么能够降低摩擦系数和切削温度,从而削减刀具的磨损。2、工艺耐用钣金设计规程要制定的科学合理,以确保工件外表质量。所以,定位要准确,工艺流程要尽量短。
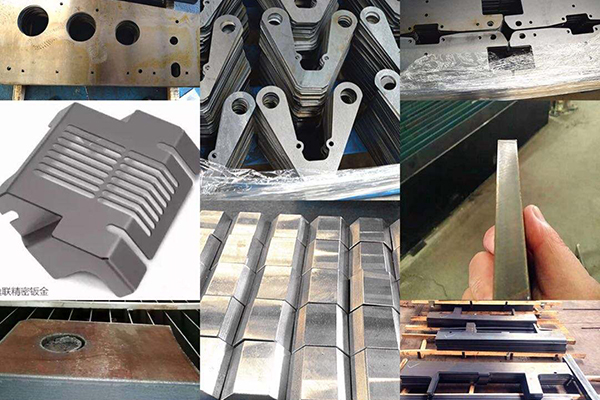
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及耐用钣金设计加工折弯的角度。PROE折弯系数计算公式:PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。计算公式如下:L=0.5π×(R+K系数×T)×(θ/90)L: 钣金展开长度(Developed length)R: 折弯处的内侧半径(Inner radius)T: 材料厚度θ: 折弯角度Y系数: 由钣金设计制作折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0.5(所谓的"折弯中线")。可在config中设定其默认值initial_bend_factor在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。与Y系数的关系如下Y系数=(π/2)×k系数