专注于钣金非标产品的设计与加工
竭诚与各界携手、共赢发展
全国免费咨询热线
15910808842
专注于钣金非标产品的设计与加工
竭诚与各界携手、共赢发展
全国免费咨询热线
15910808842

联系人:尚先生
电 话:15910808842
邮 箱:15910808842@163.com
网 址:www.bjtc1688.com
销 售 中 心:北京市昌平区回龙观镇金燕龙大厦1801
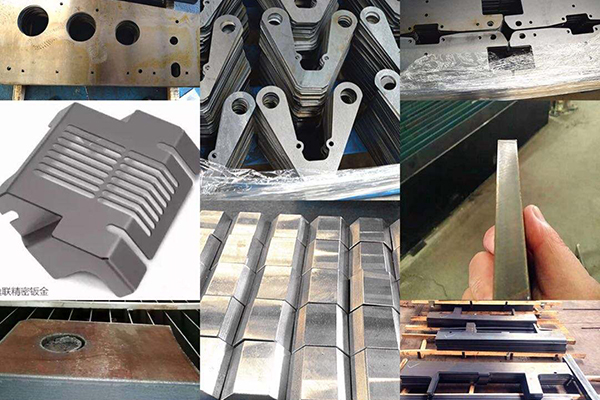
现在很多行业领域中都会用到钣金机箱,钣金机箱不是很厚,材料会在六毫米厚度以下,所以在使用的过程中不会超重。在进行钣金机箱加工期间,为了确保材料的质量,会主要选用冷加工工艺方式达到制作目的,而且还需要经过冷却成型后才可以投入应用。钣金机箱在进行加工制作的过程中,需要经过冲、切、剪等操作流程,这样制成的钣金机箱质量更加合乎标准。在使用钣金机箱的过程中,需要严格按照钣金机箱加工方式来完成,这样制成的钣金框架机箱制作更加有保障,而且也可以让零件的厚度达到统一标准,不会有差异。现在钣金机箱的应用范围很广泛,还可以按照实际应用需求来进行设计制作,所以这种加工工艺方式很灵活便捷。在对钣金工件进行加工生产时,这种工艺方式也被看做是重要的操作环节,而且直接影响到钣金机箱的制作效果。完成钣金机箱加工流程后,得到的产品外观质量好,而且还具有美观效果,在安装使用钣金机箱之后满足行业的应用需求,在外观和功能方面都没有任何缺憾,还可以降低加工成本,让钣金框架机箱制作在使用的过程中效果更加突出。钣金材料具有质地轻强度高等优势,所以钣金机箱加工也拥有这些优势特点,完成钣金机箱的制作后,可以为厂家降低成本,还可以符合行业的应用需求,所以很值得大力推广。

1、弯角形:钣料划线,在虎钳上用垫铁或木块夹紧,边用手扳边锤击弯曲处。2、弯圆筒:薄板弯圆筒,若是咬扣,则先将两端咬扣制出,再将两端与钢轨对平行,用木锤或拍板从两端逐渐向中间敲,接口重合即将咬扣压紧或焊接,然后修圆。3、弯管子:将空心的管子装满干砂(或灌铅、塞钢丝螺圈), 塞好两端轻轻弯。如要加热需留孔。焊管设备优良钣金框架机箱焊缝要对正中性层。4、钣金框架机箱制作弯截头圆锥:先按区域在钣料上划等分线条,按线条捶击,注意捶击力轻重。5、拱曲:钣料周边起皱向里收,中间打薄向外拉。反复捶击力要均匀,冷作硬化要退火。

钣金加工是钣金框架机箱制作的技术人员需要掌握的一项关键技术,也是钣金产品成型的重要过程。钣金加工包括传统的切割和落料,落料,弯曲成型等方法和工艺参数,包括各种冷冲压模的结构和工艺参数,各种设备的工作原理和控制方法,以及新的冲压技术和新工艺。零件金属板加工称为设备优良钣金框架机箱。钣金加工称为钣金加工。具体地,例如,用钢板制造烟囱,铁桶,燃料箱,通风管,弯头,圆和地方,漏斗等,主要过程是切割,弯曲扣边,弯曲成型,焊接,铆接等。需要几何知识。钣金零件是可以通过冲压,弯曲,拉伸等加工的钣金零件。一般定义是,加工零件的厚度不会改变。对应于铸件,锻件,机械零件等。

现如今的设备优良钣金框架机箱是一个精密加工的专业性,在生产生产加工的那时,务必要小心操作过程,不能出现一些大的错误。因而如果你在运用钣金加工的那时,不仅需看他的抗拉强度,也需看它的消除疲劳水准以及相对性的一些特点。它的零部件比较的复杂因而大家也要用特点更加详尽的原料来进行运用,随着钣金加工的发展趋向,钣金框架机箱制作对零部件的减少误差有着一些方法。一、防止模具切料的方法:①运用专用的防带料凹模。②生产制造经常断削保持锋利,并去磁处理。③扩张凹模间隙。④采用斜齿面模具取代平齿面模具。二、模座毁坏太快的重要原因:①模具间隙偏小,一般 建议模具总间隙为原料板厚的20%~20%。②凸凹模具的对酸性不大好,包括模座和模具主导性构件及数控机床镶套精度不足等原因造成模具对酸性不大好。③模座溫渡过高,重要是由于同样模具不断长期性五金模具造成镶针过热。

对于初次接触设备优良钣金框架机箱制作来说,绝大多数的人混淆钣金加工与冲压加工的概念,虽然这两者都有着许多相同之处,但还是有着区别的。首先从概念上来说,钣金加工是指金属板材的加工,就是利用板材制作成我们日常生活中常见的物品,如烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天圆地方、漏斗形等,它主要是通过剪切、折弯扣边、弯曲成型、焊接、铆接等这几道工序加工制作而成的,而冲压加工时借助于常规或专用冲压设备的动力使板料在模具里直接受到变形力并进行变形,从而获得形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素,从以上可以看出,冲压加工只是钣金加工众多工序中的其中一种,它们两者之间是包含与被包含的关系,弄清这两者之间的关系,有助于员工们在以后操作的过程中少犯错误,同时能提高员工在操作方面的技术水平,对于刚加入钣金加工这个行业的伙伴们,更应该要设备优良钣金框架机箱与冲床加工的区别,这样才能更加有助于以后工作的开展呢。切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。